
Welding symbols can be one of the most confusing parts of welding blueprints. Learning welding symbols is necessary to be considered a successful welder.
With so many different technical terms and symbols out there, it may seem tedious to study and understand them.
Lucky for you, this guide to welding symbols shows you everything you need to know to do your job right.
What Is a Welding Symbol?
A welding symbol allows designers to communicate welding requirements on blueprints and drawings.
Welding symbols always include the following components.
- Weld symbol
- Reference line
- Arrow
- Tail
Difference Between Weld Symbol and Welding Symbol

It’s common for new welders to mix up weld symbols with welding symbols, but there’s an important difference you’ll have to remember if you truly want to master them.
Weld symbols pictorially represent the type of weld that the welding symbol is identifying. In contrast, a welding symbol is the complete information package the designer wants to relay to the welder.
You can remember the difference because weld symbols look like the weld you are making, and the welding symbol combines everything in one package. So to remember, think “weld” is the type of weld, and “welding” is combining (i.e., welding) together.
The Structure of the Welding Symbol
There are three components of a welding symbol that will always be the same regardless of the required type of weld. Those components are the reference line, the arrow, and the tail.
![]()
The Reference Line
The reference line forms the foundation of the welding symbol. It’s a horizontal line where the weld symbol will attach, along with the arrow on one end and the tail on the other.
The critical thing to remember about the reference line is that anything underneath it is considered the arrow side. And, anything above the reference line is regarded as the other side.
The Arrow
Just as it sounds, the arrow is a line and arrowhead coming off one end of the reference line. Its purpose is to indicate exactly where to place the weld on the parts.
The arrow will point to a weld joint on the drawing. The weld symbol on the arrow side of the reference line will be applied to the part the arrow points to. And a weld symbol on the other side of the reference line applies to the opposite side of the joint.
When detailed on a drawing, the side of the joint the arrow touches is the arrow side weld.
Location and Direction of Arrow
Arrow line is used to indicate the arrow side of the joint and in some cases, it is broken when there is a preference in preparation. Some weld joints require only one of the parts to receive weld preparation like in the case of single bevel groove welds where only one member of the joint will be beveled.
In these cases, the drafter can break the arrow line to specify which part should be prepared.
Whatever part the arrow most points to is the part that gets the weld preparation.
The Tail
The tail is a sideways V that attaches to the reference line on the opposite end of the arrow. Its purpose is to supply any extra information the designer wants to pass on to the fabricator.
In the past, it was common to use the tail to note which welding or cutting process to use. But these days, it’s used to reference any of the following information.
- The WPS (Welding Procedure Specification) to use in production
- The type and extent of NDE (Non-Destructive Examination)
- Any general drawing notes or specifications that would apply to the joint
- Anything else the welder should know about the weld in reference
Essential Weld Symbols
While this isn’t an exhaustive list of all the weld symbols, the following will probably come up quite often during your time as a welder.
Aside from the type of weld, symbols also include information that describes dimensional requirements for the welds and preparations.
That information is unique for each type of weld.
Groove Welds
You can prepare groove welds in several ways.
- No preparation [square joints]
- One part with preparation on one side of the joint
- One part with preparation on both sides of the joint
- Both parts with preparation on one side of the joint
- Both parts with preparation on both sides of the joint
As mentioned earlier, you can break the arrow line to illustrate which part gets prepared when only one part should get it.
Complete Joint Penetration
Before we dig into the actual joints, it’s essential to know the difference between partial and complete joint penetration.
As you’ve probably guessed by the name, partial joint penetration is when the weld only fuses through part of the joint where part of the whole thickness of joint members are welded. This type of weld typically isn’t as strong as its counterpart, but that doesn’t mean it’s any less valuable. There are still many cases where partial penetration is more than suitable for a design.
In contrast, complete joint penetration is when there is weld metal all the way through a joint where the whole thickness of joint members is welded. You often do this by welding on one side of the joint, then grinding or gouging into the other side to sound metal, and finishing by welding the backside.
When this isn’t possible, you prepare and weld the joint in a way to achieve complete joint penetration from one side only.
Square Groove
A square groove weld is when two plates, or other raw materials sharing the same planes, are butted up together and get no preparation.
Square grooves are most common when working on thin material or thicker parts that don’t require a lot of joint strength. The advantage of a square groove is that there is no time spent preparing the joint, and you can get to welding right away.
If the design needs more strength than your typical square groove weld, it may call for a root gap. Root gaps show up as numbers between the two lines symbolizing the two pieces of material.
V Groove
A V groove is when both parts get a bevel prepared only on one side of the joint.
It’s most used as a full penetration weld when you want as much joint strength as possible, like your typical open root pipe weld. The advantage of a V groove is that you prepare both parts in a way that allows easier access for electrodes and filler metals to reach the opposite side of the joint.
V grooves will usually have an angle dimension just outside of the V, which indicates how many degrees of bevel the joint would have in total. It’s important to know that this degree refers to the included angle, not the bevel angle of one part. Additionally, there could be a root gap dimension (like square grooves) and sometimes even the depth of preparation.
J Groove
A J groove is a single preparation joint where one part gets a J shape preparation.
You’ll see a J groove most commonly as a partial penetration joint where strength isn’t as much of a priority compared to other types of grooves. Their advantage is that they're quick to prepare, often only needing an angle grinder, and you can do the prep after the parts are fit up.
J groove welds will similarly include a root gap and preparation dimension depth if relevant to the design.
Fillet Welds
Fillet welds are when parts join with non-parallel surfaces. Unlike most groove welds, they don’t get weld preparation unless part of a combination groove-fillet weld.
Fillet welds are shown on welding symbols as little right-angle triangles pointing up or down and to the right. Also, they usually have a weld size to their left, indicating how much weld is needed to attain the required strength.
Intermittent Fillet Welds
Fillet welds are commonly found as continuous welds but can sometimes be broken or stitched, classifying them as intermittent fillet welds.
Intermittent fillet welds can be either basic, chain, or staggered.
Basic is when only one side of a joint gets a line of intermittent fillet welds.
Chain is when both sides of the joint get a line of them and are aligned.
And staggered is when both sides of a joint get them but offset from each other. Staggered intermittent fillet welds have staggered weld symbols to illustrate this.
In all cases, the length of the stitch and the center-to-center (pitch) dimensions are written to the symbol’s right.
Slot and Plug Symbol
Slot and plug welds are made when holes are created in one material and then welded to another by filling the holes with weld metal. The difference is that a plug weld is a perfect circle, and a slot is two circles joined together to make an oblong hole.
They both have a rectangle as their weld symbol and specify the same information for dimensions. The hole diameter will be to the rectangle's left, quantity either on top or below, and depth of fill inside. If there is no depth of fill mentioned, you need to fill to the top of the hole.
The pitch (center-to-center) of plug welds appears to the rectangle's right. For slot welds, the pitch between holes used to create the slot appears directly right of the rectangle, followed by a dash, and then the pitch of the slots.
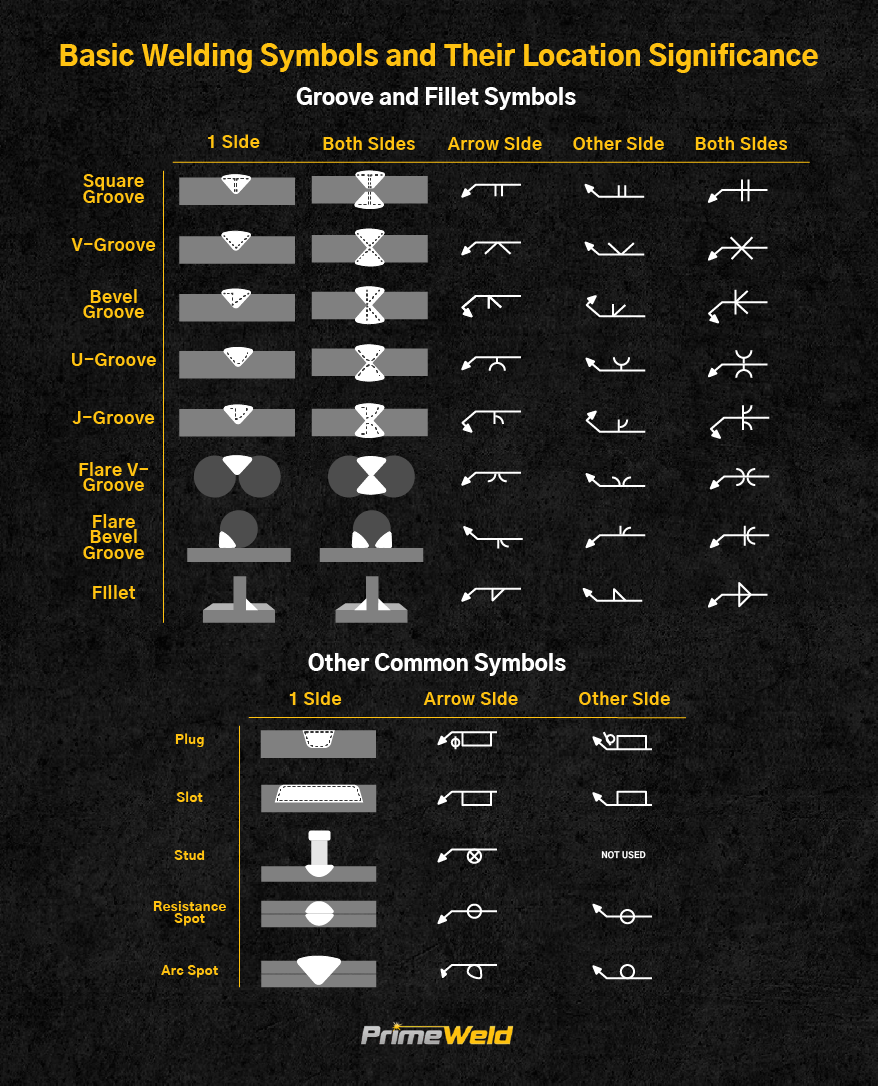
Other Basic Weld Symbols
This welding symbols chart shows you the rest of the weld symbols you might run into during your time as a welder.
- Bevel groove
- U groove
- Flare V groove
- Flare bevel groove
- Spot
- Seam
- Surfacing
- Edge
Supplementary Welding Symbol Information
While the above weld symbols can tell you about weld size and preparation, sometimes you need a little more information on how to get the job done.
The following supplementary welding symbol information comes in handy.
- Weld all around
- Field weld
- GTSM (gouge to sound metal)
- Back or backing
- Melt through
- Consumable Insert
- Weld contour
- Finish symbol

Weld All Around
Some welds require you to weld the entire way around the joint. So instead of having multiple views on a drawing to show welds on every plane, you can use the weld all around symbol.
The weld all around symbol is a circle where the arrow line meets the reference line.
Field Weld
When fabricating large pieces that will be installed later, you often need to leave certain welds for the field crew. This happens when pieces are too large to ship, or the final dimensions could vary based on site circumstances.
You'll see a field weld symbol to signify which welds should be left for later. It’s shown as a flag where the arrow line meets the reference line, pointing to the weld symbol.
GTSM
GTSM is a note that shows up in the tail of a welding symbol for a full penetration weld. It stands for gouge to sound metal, which is the act of gouging out your root weld until you see bright metal.
Gouging to sound metal ensures you remove any slag or other defects that might be present before you weld the backside of the joint.
Back Weld or Backing Weld
Back welds and backing welds are welds opposite the side of a groove weld. The only difference between the two is which happens first.
A back weld is when you weld the groove first, then weld the backside after. A backing weld is when you weld the backside first and then the groove after.
Both back and backing weld symbols are a semi-circle on the opposite side of the groove weld symbol. To know which is required, the drafter will note in the tail.
Joints With Backing
Like backing welds, a full penetration groove weld from one side could use a backing material that matches the base metal (instead of a weld to assist the root pass). In this case, the drafter will use the joint symbol.
It looks like the plug or slot symbol in that it’s a rectangle but will only show up on the opposite side of a groove weld symbol, like the back or backing weld symbol.
Consumable Insert
Certain filler metals come in specific shapes that assist with fit-up and, at the same time, provide backing material for what would otherwise be an open-root joint. These are called consumable inserts.
The advantage of consumable inserts is that you can save significant time fitting parts together if you’re frequently working on the same joint. They’re also sometimes necessary when the backside of the joint needs to be consistent, as they allow for uniform root beads.
The consumable insert symbol is a square on the opposite side of a groove symbol, kind of like the joint with a backing symbol.
Melt Through
When you’re doing a full penetration weld from one side of the joint and the designer wants to ensure backside reinforcement (weld metal beyond parent metal on the opposite side), they’ll use the melt-through symbol.
The melt through symbol is similar to a back weld symbol as it’s also a semi-circle, except filled in instead of empty.
Weld Contour
Sometimes the surface profile of a weld needs to have a specific contour. In these cases, you'll see the contour symbols.
When the contour needs to be flat, you’ll see a straight line over the pictorial surface on a weld symbol. Surfaces required to be concave will have a semicircle with the arc falling into the weld symbol. And welds required to have convex surfaces will have the arc drawn away from the weld symbol.
Finish Symbol
Sometimes you’ll need to finish the weld a certain way for the next step in the fabrication process or achieve the proper contour. You’ll see a finish symbol when the finishing method is critical to your weldment.
Finish symbols are single letters that are added beyond the contour symbol and can consist of the following.
- C = chipping
- G = grinding
- H = hammering
- M = machining
- R = rolling
- U = unspecified
Welding Symbol Mastery
Now you know what you need to know about welding symbols.
You can look at a symbol, understand the weld it indicates, and properly prepare and weld the joint. Not only that, your boss and welding buddies will love you for your new expertise.
But if you really want to impress them, share this guide with every welder you know, and be seen as the welding symbol master.
Leave a comment 0 comments, be the first!